仓储背景下稻谷加工的关键环节与优化策略

稻谷加工,是将收获后的稻谷转化为可直接食用的大米的关键过程。在这一过程中,仓储不仅是加工的起点,更深刻影响着后续加工的效率和最终产品的质量。在仓储背景下的稻谷加工,是一个环环相扣的系统工程,涉及储藏、清理、砻谷、碾米、分级、色选、包装等多个环节。
仓储环节奠定了加工的基础。稻谷入库前需经过严格检验,控制水分含量(通常要求在安全水分14.5%以下)、杂质和不完善粒比例。科学的仓储管理,如采用低温储藏、气调储藏或准低温仓技术,能有效抑制稻谷自身的呼吸作用、微生物活动及害虫滋生,最大程度保持稻谷的新鲜度和原始品质,为后续加工提供稳定、优质的原料。若仓储不当,导致稻谷发热、霉变或虫蚀,不仅会造成巨大损耗,后续加工也难以挽回其食用品质和经济价值。
进入加工流程后,第一步是清理。利用振动筛、去石机、磁选器等设备,去除稻谷中的大杂、小杂、轻杂、并肩石及磁性金属杂质。这一步骤直接关系到后续设备的安全运行和成品米的纯净度。在仓储条件良好的情况下,清理负担相对较轻,效率更高。
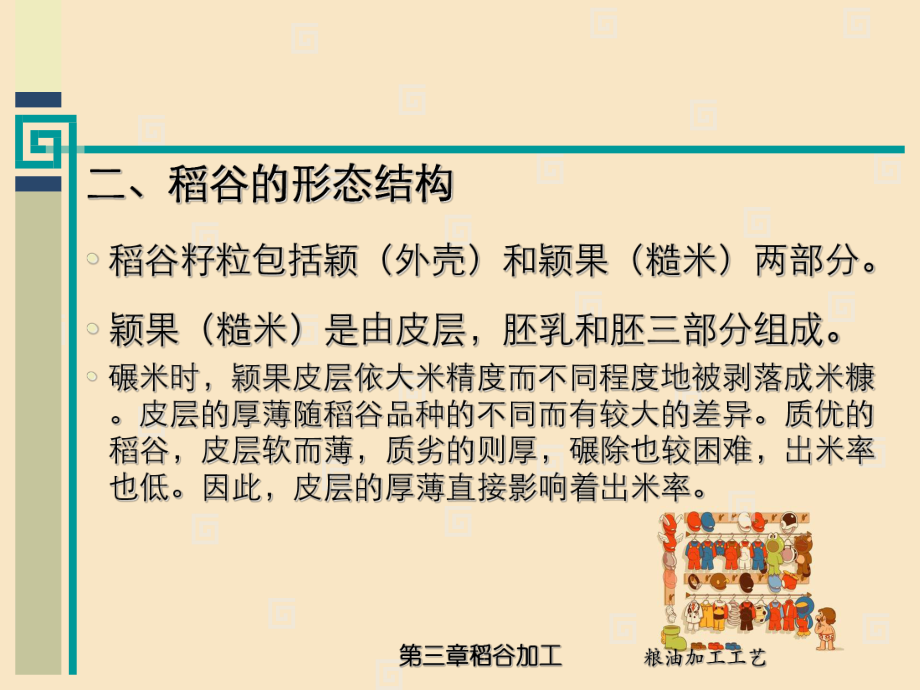
核心的砻谷与碾米工序,与仓储品质息息相关。砻谷是脱去稻谷颖壳,得到糙米的过程。仓储良好的稻谷,外壳脆性适中,砻谷时脱壳率高,碎米少,糙米表面光洁。反之,陈化或受潮的稻谷,外壳韧性增加或强度下降,易导致脱壳困难或糙米破损。碾米则是将糙米的皮层(米糠)部分或全部去除,制成白米。仓储条件影响糙米的质地和结构,进而影响碾米的精度、出米率和碎米率。适宜的加工精度需要在保留营养成分(存在于皮层和胚芽中)与满足市场对白度、口感的需求之间取得平衡。
后续的分级、色选和抛光等精加工环节,同样依赖于前期仓储和初加工的质量。白米经筛理分级,分离出整米和碎米。色选机利用光学原理,高效剔除异色粒(如黄粒米、病斑米)及玻璃、石子等非米类杂质,这对提升大米商品等级至关重要。而黄粒米的产生,往往与仓储期间的高温高湿导致稻谷变质密切相关。抛光则能去除米粒表面残留的少量米糠,使米粒外观更晶莹光亮,并有助于延长保质期。
最后是包装与成品仓储。加工后的大米需根据销售要求进行定量包装,并送入清洁、干燥、低温的成品库房储存,以保持其新鲜口感,防止吸湿和虫害。
优化仓储背景下的稻谷加工,需采取综合策略:一是强化源头管控,推行“优粮优储”,应用智能化仓储管理系统,实时监控粮情;二是促进仓储与加工的协同,根据加工计划动态调配仓容与原料,实现“保质、减损、增效”;三是升级加工技术,选用柔性碾米、低温升碾磨等先进设备与工艺,适应不同仓储状态原料的加工特性,最大化保留营养、提升出品率;四是构建从仓储到加工、再到成品储存的全程质量追溯体系,确保大米从田间到餐桌的安全与品质。
仓储是稻谷加工产业链中承前启后的核心节点。只有夯实仓储基础,并实现仓储与加工环节的高效无缝对接,才能生产出优质大米,保障国家粮食安全,满足人民群众对美好生活的需求。
如若转载,请注明出处:http://www.anliangmiye.com/product/7.html
更新时间:2026-06-19 22:26:15